A BOM structure is not just a spreadsheet preference. On a real PCB release, the way the bill of materials is organized decides whether purchasing, assembly, and test teams are all reading the same part-level truth or quietly making different assumptions about the same line item.
That is why good BOM structure work feels closer to manufacturing design than clerical formatting. If the column logic is weak, buyers guess alternates, assemblers lose track of DNP intent, and revision control turns into side-channel communication. If the structure is solid, the sheet carries engineering meaning without extra interpretation.

What a PCB BOM structure must do before release
An assembly-ready BOM has to solve three problems at once. First, it must identify the exact part unambiguously. Second, it must state the sourcing intent clearly enough that procurement does not improvise around shortages. Third, it must preserve build-state meaning so assembly knows whether a row is optional, variant-specific, or intentionally not fitted.
This is the practical layer underneath what a BOM means in PCB assembly. The file is not only a list of parts. It is the shared contract between design intent and manufacturing execution. If the contract is vague, the problem shows up later as substitute drift, wrong-value parts on variants, and endless clarifications during NPI.
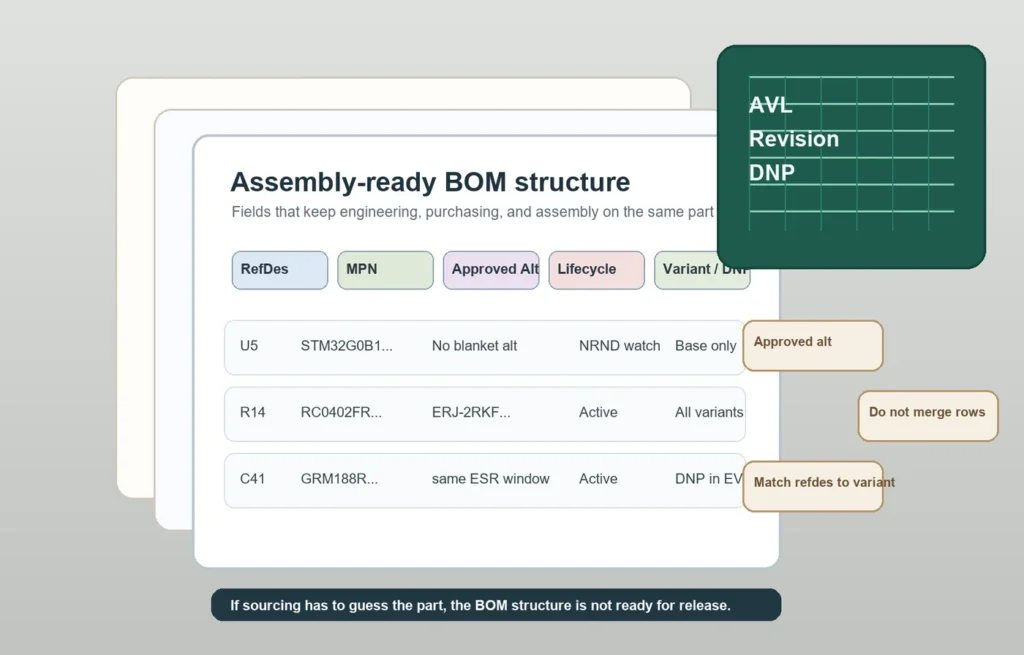
The core fields every useful BOM structure needs
The exact column set depends on company workflow, but some fields earn their place on almost every assembly-ready BOM. At minimum, you want reference designators, a normalized manufacturer part number, a concise electrical description, quantity per assembly, lifecycle or status flags when relevant, and a clear build-state marker for DNP or variant logic.
Identity fields must point to one exact part
The manufacturer part number is the anchor field. Descriptions such as ?10 k 1% resistor? help humans read the sheet, but they are not enough to buy or inspect against. If your structure lets the MPN drift into comments, or mixes multiple approved parts into a single free-text cell, the BOM becomes readable but not controllable.
Sourcing fields must show what flexibility is allowed
Approved alternates, AVL notes, package constraints, and lifecycle signals belong in fields that purchasing can act on without guessing. A BOM row that says ?or equivalent? is usually a hidden risk statement, not a sourcing policy. If an alternate changes ESR, footprint, terminal finish, or height, the structure should make that difference visible instead of burying it in email.
Build-state fields must survive variants and DNP intent
Variant flags, stuffing options, and do-not-populate logic need first-class treatment. When DNP intent is stored in informal notes, assembly teams either miss it or waste time confirming it. A robust structure makes it obvious which rows belong to every build, which rows are variant-specific, and which rows exist only for future options or alternate placements.
How to keep engineering and purchasing on the same part definition
One of the most common release failures is a BOM that is technically correct for design but operationally weak for procurement. Engineers often know which attributes matter, but the sheet does not tell buyers which ones are non-negotiable. A tolerance field may exist, yet the package size or dielectric class is missing. A preferred alternate may be known, yet no structured field records it.
That is where structured handoff discipline matters. A good format should let purchasing spot shortage risk, let assembly see whether package swaps change process behavior, and let review teams trace every approved deviation. The same logic appears in BOM management checks and in a clean eBOM-to-mBOM handoff: if the structure cannot carry the rule, the rule will leak into manual cleanup.
Structure mistakes that create downstream confusion
The first mistake is merging too much meaning into one row. A single line that mixes base-build parts, alternates, and variant comments may look compact, but it usually forces someone downstream to reinterpret the entry. The second mistake is leaning on description text instead of structured fields. That works while the original engineer is nearby and fails as soon as the release moves to another team or time zone.
Another common failure is inconsistent reference designator grouping. If the BOM row says R14,R15 but the variant file only fits one of them, the structure has already lost precision. The same applies when approved alternates are listed without stating which parameters must remain matched. If assembly has to ask whether ?same value? also means same package, same voltage rating, or same ESR band, the structure is unfinished.
When to split the BOM from supporting release documents
Not every rule belongs inside the BOM itself. Detailed inspection photos, programming flow, conformal coating masks, and special handling notes may live better in supporting documents. The BOM should reference those documents cleanly, not attempt to absorb all process guidance into one overgrown table. A strong structure knows what belongs in the sheet and what must remain in linked release artifacts.
The key is that the BOM still has to point readers toward the right place. If a special component needs bake handling, polarity verification, or a programmed serial range, the structure should direct the downstream team without forcing it to hunt through informal notes. Clean separation is useful. Hidden dependencies are not.
A quick release test for BOM structure quality
Before release, hand the BOM to someone outside the original design context and ask three questions. Can they tell what exact part each row means? Can they tell what substitutions are allowed? Can they tell what changes between variants without opening a second unofficial file? If any answer is uncertain, the sheet still depends on tribal knowledge.
A strong PCB BOM structure does not eliminate all engineering judgment, but it removes avoidable guessing. That is the real goal: not a prettier spreadsheet, but a release package that survives purchasing pressure, assembly reality, and revision churn without drifting away from the board you intended to build.
What is the most important field in a PCB BOM structure?
The manufacturer part number is usually the anchor field because it defines the exact part being bought and assembled. Description fields help readability, but they cannot replace a controlled identifier when procurement and inspection need to verify the same item.
Should approved alternates live in the BOM or in a separate document?
They should live wherever downstream teams can use them without guessing, which often means a structured BOM field or a clearly referenced AVL. If alternates are only mentioned informally, buyers may substitute parts without preserving the parameters engineering actually cared about.
How should DNP parts be handled in the BOM structure?
DNP intent should be explicit and structured, not buried in comments. The BOM should make it obvious whether a row is never populated, variant-specific, or only omitted during a certain build stage such as EVT or pilot.
Why does a weak BOM structure cause assembly delays even when the part list is technically correct?
Because downstream teams still have to interpret what the sheet means. If alternates, variant rules, package constraints, or lifecycle warnings are unclear, purchasing and assembly pause the job to clarify decisions that should have been encoded in the release package.