An engineering BOM and a manufacturing BOM should point to the same product, but they do not solve the same problem. One tells the design story. The other must support sourcing, kitting, substitution control, assembly sequencing, and release discipline on the factory side. Teams often know that in theory, yet they still pass a clean design BOM downstream and assume the rest of the conversion will happen naturally. That is where handoffs begin to fail.
In PCB assembly work, the gap becomes visible fast. The eBOM may be accurate enough for schematic review and PCB layout signoff, but the factory still needs to know which alternates are approved, how reference designators map to feeder strategy, what is not fitted on a specific variant, which parts require pre-programming, and where packaging details can change the build even when the electrical function does not. If that translation is incomplete, the mBOM inherits uncertainty that later appears as shortages, kit mismatches, avoidable ECO loops, or line-side confusion.
A practical example makes the difference clearer than another glossary ever will. This article uses a small PCB assembly scenario to show how an eBOM becomes an mBOM, where the handoff typically breaks, and which checks belong in the release review before production starts.
The eBOM and the mBOM are not duplicate spreadsheets
An eBOM is usually organized around engineering intent. It lists the components required for the design to function, often aligned to schematic symbols, PCB footprints, approved part numbers, and revision control. That is the right starting point because the design team needs a single source of truth for what the product is supposed to contain. If you already know how to create a PCB BOM, you know the engineering list is where material discipline begins.
The mBOM serves a different audience. Manufacturing needs the same product intent translated into something buildable: supplier packaging logic, approved alternates, split line items for variants, assembly notes, consumables that matter to the build, and process information that may never appear in the design view. A planner cannot release material cleanly if the eBOM says one capacitor is approved but does not say whether a second equivalent package is allowed, whether the part arrives taped or reeled, or whether a substitute must trigger an ECO review.
That is why an mBOM should not be treated as a clerical copy of the eBOM. It is a production document that needs engineering authority behind it. If the conversion is casual, the downstream factory pays for the ambiguity.
A simple PCB assembly example
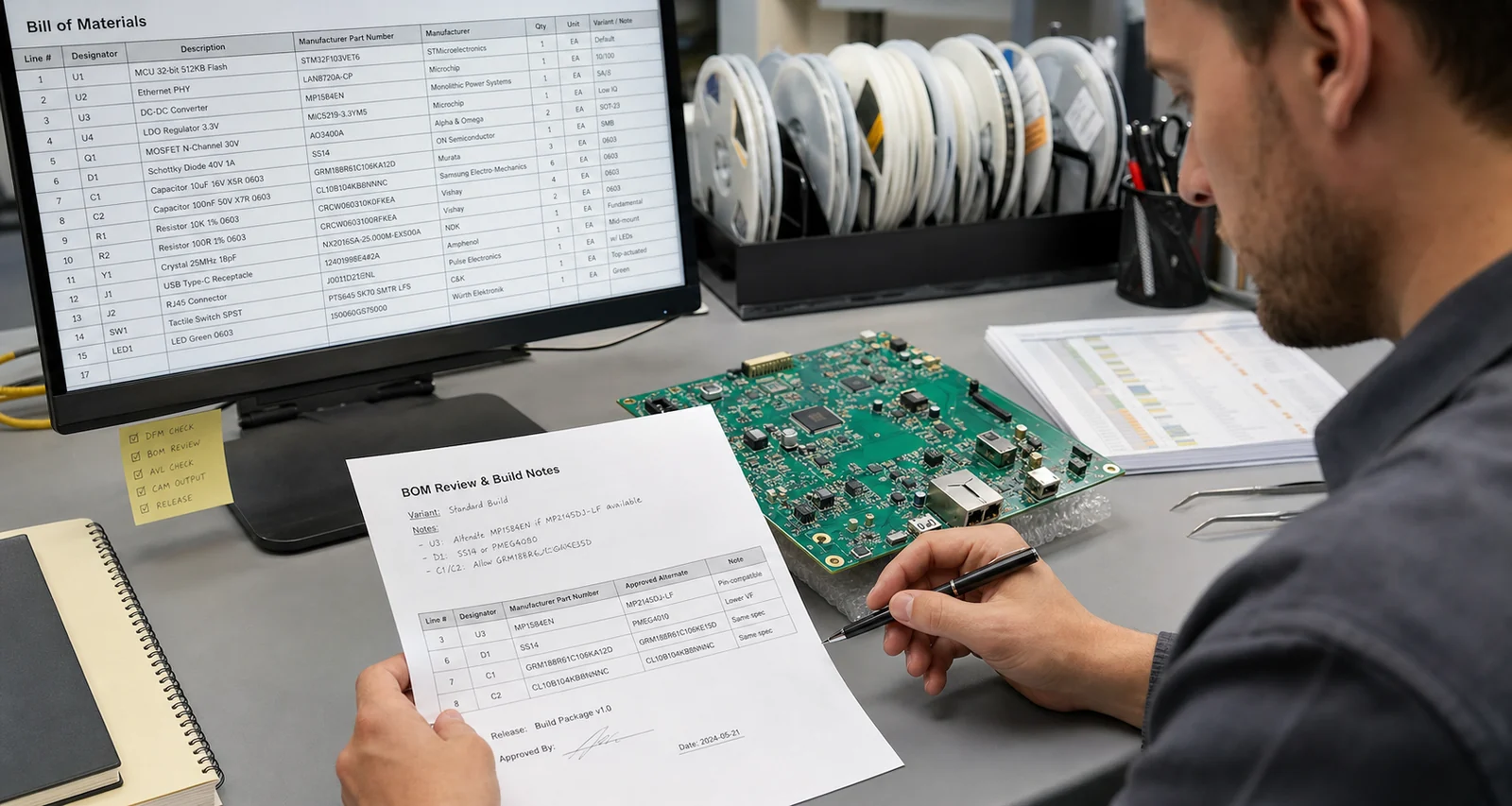
Imagine a controller board with a microcontroller, switching regulator, USB connector, sensor interface, crystals, passives, programming header, LEDs, and one optional communication module used only on the premium variant. The engineering team finishes the schematic, layout, and design review. The eBOM lists approved manufacturer part numbers, footprints, reference designators, and quantity per board. On paper, that looks complete.
Now the product is handed to manufacturing. The factory asks questions that the design release did not answer explicitly. Can the 10 microfarad capacitor at three locations use either of two vendor families? Is the communication module fitted on every order or only on variant B? Is the USB connector packed in a way that supports line loading or does it need manual prep? Does the microcontroller arrive blank, or must it be programmed before placement or after reflow? Are there do-not-install references for the base version, and are those references visible enough that kitting will not accidentally include them?
The mBOM is where those questions become controlled answers. The core electrical content still comes from the eBOM, but the manufacturing version expands the release into a buildable structure. It may split one engineering line into multiple manufacturing lines because alternates are grouped differently, variants need separate status, or the packaging format changes how the line consumes the part.
How the conversion usually happens
Step 1: Keep the engineering intent intact
The first rule is that the eBOM remains the source of design intent. If a manufacturing planner sees a shortage and quietly swaps a part without engineering approval, the mBOM has stopped being a translation and started becoming an uncontrolled design fork. That is why good teams anchor the conversion in approved part logic and revision control.
Step 2: Add manufacturing-relevant attributes
The next step is to enrich the material with what the line actually needs: approved alternates, package details, quantity per panel if relevant, variant inclusion rules, programming or labeling instructions, and notes about line-side handling. This is where mature PCB BOM management checks matter. The mBOM is supposed to reduce uncertainty, not merely rename columns.
Step 3: Separate design choices from build choices
An engineer may think in terms of one resistor value repeated twelve times. Manufacturing may need that represented so the line knows whether the same approved reel feeds all twelve placements, whether one location is variant-specific, or whether packaging exceptions force a separate material callout. The part is electrically the same, but the build logic is not always identical.
Where the handoff breaks most often
Approved alternate logic is incomplete
Many eBOMs identify the preferred manufacturer part but do not show how substitutions are governed. If engineering says a second source is acceptable but never records the package, tolerance, voltage derating, or fit implications clearly enough, the procurement team may buy something electrically close but operationally awkward. That turns into preventable line friction or even requalification work.
Variant and DNP logic is easy to misread
One of the most common mistakes in mixed-product environments is weak visibility around do-not-populate parts and optional modules. A base product may omit a radio, a debug header, or a memory device that is installed only on premium builds. If the mBOM does not state variant behavior plainly, kits become inconsistent and build records lose trust.
Programming and serialization are left outside the BOM conversation
Programming, labels, calibration data, or serialized identifiers are often treated as separate shop-floor tasks, but they still affect release readiness. If a microcontroller, EEPROM, or module needs a defined test or data-loading step, the mBOM environment must reflect that dependency even if the actual software artifact sits in another controlled system. Otherwise the line receives material without knowing whether it is actually build-ready.
Packaging and line-side handling are ignored
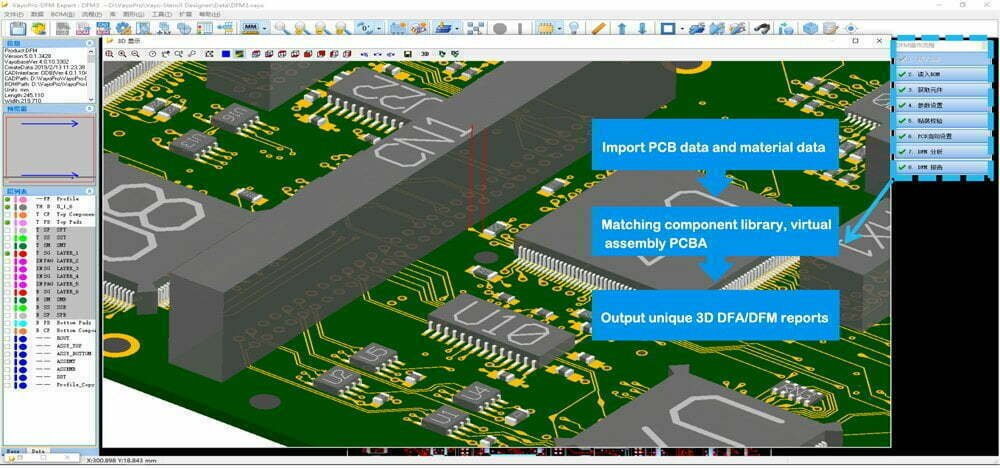
A part that is perfectly acceptable electrically can still be a poor build choice if the packaging format does not suit the planned volume or line flow. This is one reason BOM handoff connects directly to design for manufacturing. The material strategy should support how the board will really be assembled, not just what the schematic allows.
A release checklist before the mBOM is approved
Before the board is released, confirm that every fitted and non-fitted part is explicit by variant, approved alternates are traceable, package assumptions are reviewed, programming dependencies are documented, and line notes are not hiding in email threads instead of controlled release data. The goal is not to produce a larger spreadsheet. The goal is to eliminate silent assumptions that only become visible after materials arrive.
A practical review also checks ownership. Engineering owns the product definition. Manufacturing owns build execution. Procurement owns supply continuity. The mBOM sits at the boundary, which means it cannot be healthy if any one team edits it in isolation. The best release reviews are cross-functional and boring in the best possible way: no surprises, no undocumented exceptions, and no mystery parts waiting at goods-in.

Why this matters more on PCB assemblies than teams expect
PCB assemblies combine dense electronic content with real supply-chain variation. A mechanical BOM may tolerate some ambiguity more easily if parts are visually large and line-side interpretation is simple. A PCBA is less forgiving. One missing polarity note, one unapproved alternate package, or one misread DNP flag can disrupt kitting, SMT placement, test preparation, or downstream debug.
That is why the most useful eBOM-to-mBOM example is not the one that shows two lists with different headers. It is the one that reveals where engineering certainty has to be converted into manufacturing certainty. Once you see that transition clearly, release reviews become much sharper.
Conclusion
An eBOM defines the product. An mBOM defines how that product becomes a buildable reality. They are related, but they are not interchangeable. In PCB assembly work, the conversion fails when teams assume design approval automatically equals manufacturing readiness. It does not.
The better approach is deliberate translation. Preserve the engineering source of truth, then add the data needed for sourcing, kitting, variant control, programming, and shop-floor execution. If that handoff is disciplined, the factory spends less time clarifying intent and more time building the board correctly the first time.
What is the main difference between an eBOM and an mBOM?
An eBOM describes the product from the engineering point of view, while an mBOM translates that same product into manufacturing-ready material and process information. The mBOM must support sourcing, variants, alternates, kitting, and build execution in ways the eBOM may not show directly.
Why is an engineering BOM not enough for PCB assembly release?
Because the factory needs more than electrical intent. It needs approved alternates, variant rules, handling details, programming dependencies, and documentation that supports kitting and line execution. Without that, the build team still has unresolved questions after design release.
Should alternates be controlled in the mBOM or only in purchasing notes?
They should be controlled as part of the BOM release logic, not left to informal purchasing notes. An alternate can affect fit, handling, packaging, or process behavior even when the electrical value is equivalent.
Can one eBOM feed multiple mBOMs?
Yes. That is common when one design supports multiple product variants, factories, or assembly strategies. The engineering source can stay constant while manufacturing views differ to reflect location, volume, process flow, or variant-specific build logic.