¿Qué es la pasta de soldadura?
La pasta de soldadura, también conocida como crema de soldadura o pasta de estaño, es una mezcla que se utiliza principalmente para unir componentes metálicos. Tiene una composición compleja, que consiste en polvo de soldadura, fundente y otros aditivos, dependiendo de los requisitos específicos de la pasta de soldadura.
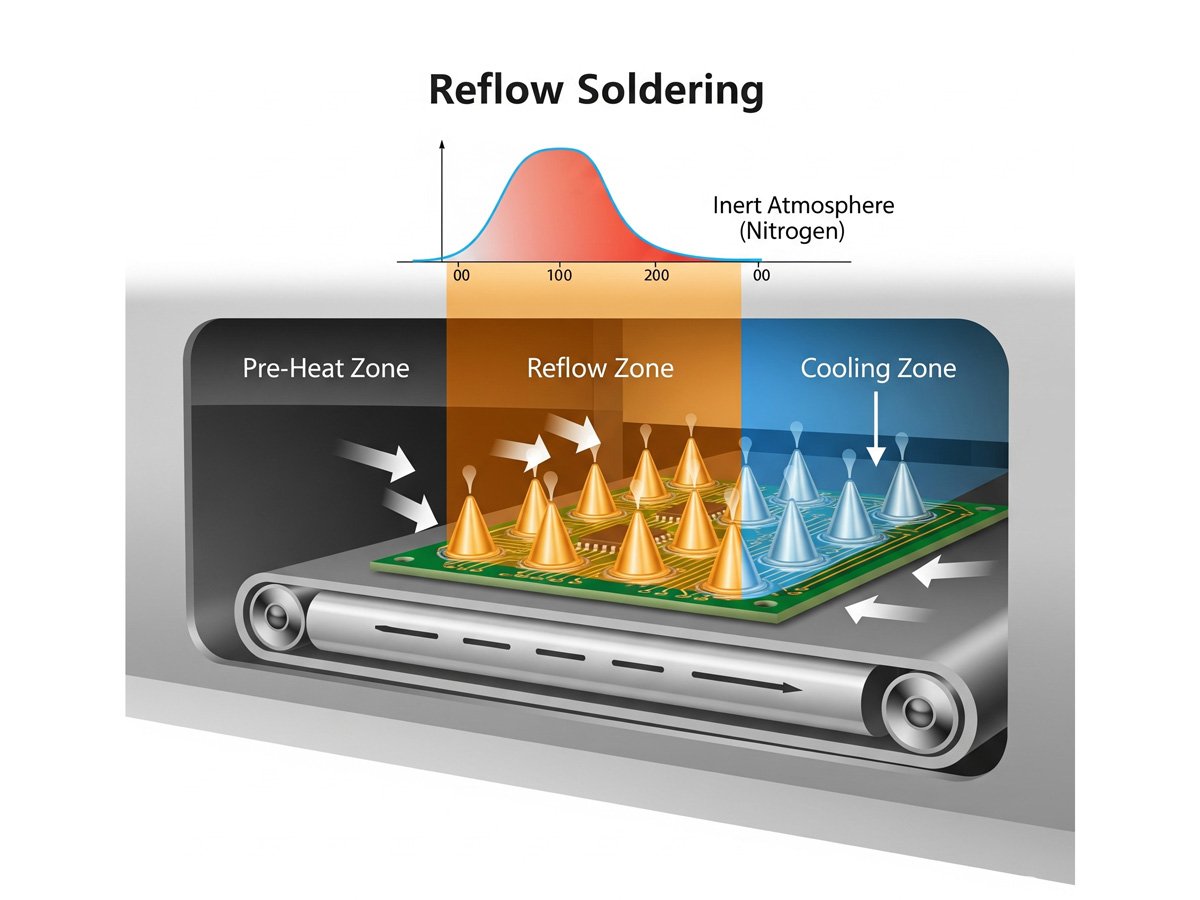
La pasta de soldadura posee un cierto nivel de viscosidad, lo que le permite adherirse a los componentes electrónicos en lugares específicos. A medida que aumenta la temperatura, la pasta de soldadura se somete a un proceso denominado reflujo, en el que los disolventes y aditivos se evaporan, lo que da como resultado una conexión permanente entre los componentes electrónicos y la placa de circuito impreso (PCB).
Composición de la pasta de soldadura
La pasta de soldadura se compone principalmente de polvo de soldadura de aleación y fundente, mezclados y agitados bien para formar una mezcla pastosa. El polvo de soldadura de aleación representa entre el 85 % y el 90 % del peso total, y el fundente entre el 10 % y el 15 %.

Polvo de soldadura de aleación
El polvo de soldadura de aleación se fabrica mediante un método de pulverización en gas inerte, y el tamaño de las partículas del polvo se determina mediante clasificación. La forma del polvo de soldadura se divide en esférica e indefinida, siendo la esférica la adecuada para la impresión. El polvo de soldadura de aleación de uso común se divide en dos categorías: con plomo y sin plomo.
Los polvos de soldadura con plomo incluyen estaño-plomo (Sn-Pb), estaño-plomo-plata (Sn-Pb-Ag), estaño-plomo-bismuto (Sn-Pb-Bi), etc. La composición de aleación más utilizada es 63 % Sn/37 % Pb y 62 % Sn/36 % Pb/2 % Ag.
Los polvos de soldadura sin plomo incluyen estaño-plata (Sn-Ag), estaño-plata-cobre (Sn-Ag-Cu), etc., de los cuales la composición de aleación más común es 96,5 % Sn/3,5 % Ag y 93,6 % Sn/4,7 % Ag/1,7 % Cu.
Flujo
En la pasta de soldadura, el fundente de la pasta es el portador del polvo de aleación. Su composición es básicamente la misma que la de los fundentes de uso general. Para mejorar el efecto de impresión y la tixotropía, a veces se añaden agentes tixotrópicos y disolventes. Gracias a la acción del agente activo del fundente, se puede eliminar la superficie del material soldado y la película de óxido del propio polvo de aleación, de modo que la soldadura se extiende rápidamente y se adhiere a la superficie del metal soldado. La composición del fundente tiene un gran impacto en la expansión de la pasta de soldadura, la humectabilidad, el colapso, los cambios de viscosidad, las propiedades de limpieza, las salpicaduras de la soldadura y la vida útil.
Tipos de pasta de soldadura
Pasta de soldadura con plomo y sin plomo
La pasta de soldadura que contiene plomo se compone principalmente de Sn y Pb, como Sn5/Pb95 o Sn10/Pb90. La pasta de
soldadura sin plomo se compone principalmente de estaño, plata y cobre, con un contenido de plomo inferior a 1000 ppm.

Pasta de soldadura de bajo y alto punto de fusión
La pasta de soldadura más utilizada tiene un punto de fusión que oscila entre 178 y 221 °C. Dependiendo del tipo y la composición de los metales utilizados, el punto de fusión de la pasta de soldadura puede aumentarse hasta más de 250 °C o reducirse por debajo de 150 °C. Se pueden elegir diferentes puntos de fusión de la pasta de soldadura en función de la temperatura de soldadura requerida.
Pasta de soldadura R, RMA y RA
Siguiendo el principio de clasificación de la actividad general del flujo líquido, la pasta de soldadura se puede dividir en tres niveles: no activa (R), ligeramente activa (RMA) y activa (RA).
Según la viscosidad de la pasta de soldadura
La viscosidad de la pasta de soldadura puede variar considerablemente, oscilando normalmente entre 100 y 600 Pa·s, e incluso puede superar los 1000 Pa·s. La selección depende del proceso de dispensación específico.
Según el método de limpieza de la pasta de soldadura
La pasta de soldadura se puede clasificar en tipos de limpieza con disolventes orgánicos, solubles en agua y sin limpieza, según el método de limpieza.
Pasta de soldadura con disolvente orgánico:
Durante el proceso de soldadura, este tipo de pasta de estaño presenta una mejor «velocidad de estañado» y proporciona buenos «efectos de soldadura». Una vez finalizado el trabajo, quedan más residuos de colofonia en la superficie de la PCB. Los trabajadores pueden utilizar productos de limpieza para su lavado. La PCB quedará brillante y sin residuos, lo que garantiza una buena resistencia al aislamiento y la superación de diversas pruebas de rendimiento electrónico.
Pasta de soldadura soluble en agua:
Debido al exceso de residuos en la superficie de la placa de circuito impreso causado por las primeras técnicas de fabricación, la calidad del producto y el rendimiento electrónico se vieron afectados negativamente. Los procesos de limpieza utilizados en aquella época implicaban principalmente el uso de CFC, que son perjudiciales para el medio ambiente y están prohibidos en muchos países. En respuesta a esto, surgió la pasta de soldadura soluble en agua, que permite la limpieza después de la soldadura y reduce los costes del producto, al tiempo que cumple con los requisitos medioambientales.
Pasta de soldadura sin limpieza:
Después de la soldadura, la superficie de la placa de circuito impreso queda relativamente lisa, con un mínimo de residuos, lo que elimina la necesidad de una limpieza adicional. Puede someterse a diversas pruebas de rendimiento eléctrico. Este tipo de pasta de soldadura no solo garantiza la calidad de la soldadura, sino que también acorta el proceso de fabricación y mejora la eficiencia.
Almacenamiento y uso de la pasta de soldadura
Almacenamiento:
Al recibir la pasta de soldadura, registre la hora de llegada, la vida útil, el modelo, etc., y realice una inspección de aceptación. Si es necesario, realice pruebas y verificaciones de acuerdo con las especificaciones proporcionadas por el proveedor.
Cada lote de pasta de soldadura debe almacenarse por separado y, al dispensarlo, debe seguirse el principio de «primero en entrar, primero en salir».
La pasta de soldadura debe almacenarse sellada en un entorno a una temperatura de entre 5 y 10 °C. Las altas temperaturas pueden provocar una reacción química entre el fundente y el polvo de aleación de soldadura, lo que aumenta la viscosidad y afecta a la capacidad de impresión. Las bajas temperaturas (por debajo de 0 °C) pueden provocar la cristalización de la colofonia del fundente, lo que deteriora las propiedades de la pasta de soldadura.
Uso:
Por lo general, la pasta de soldadura debe sacarse del refrigerador un día antes de su uso. Debe sacarse al menos 2 horas antes. El envase de la pasta de soldadura solo debe abrirse cuando la pasta haya alcanzado la temperatura ambiente. Abrirlo a bajas temperaturas puede provocar la absorción de humedad, lo que da lugar a la formación de bolas de soldadura durante la reflujo. Evite utilizar herramientas como sopladores de aire caliente o aire acondicionado para acelerar el calentamiento de la pasta de soldadura.
Después de abrir la pasta de soldadura, inspeccione su superficie. Si se ha endurecido o si se ha producido una separación del fundente, se requiere un tratamiento especial y no debe utilizarse. Si la superficie de la pasta de soldadura parece normal, debe mezclarse lenta y uniformemente con un mezclador o a mano antes de su uso. Si la pasta de soldadura es demasiado viscosa para pasar fácilmente por las aberturas de la plantilla o un dispensador cuantitativo, se debe añadir un diluyente adecuado y mezclarlo bien antes de usarla.
Después de sacar la pasta de soldadura, asegúrese de cerrar bien el envase para evitar que el fundente se evapore.

Aplicación de pasta de soldadura:
Existen tres métodos principales para aplicar la pasta de soldadura: dispensación con jeringa, serigrafía e impresión con plantilla. La dispensación con jeringa implica el uso de un dispensador especializado o la aplicación manual con pasta de soldadura en forma de barril, lo que es adecuado para la producción de lotes pequeños. La serigrafía utiliza una malla de nylon o alambre de acero inoxidable con patrones grabados para transferir la pasta de soldadura a la placa de circuito impreso. Por lo general, es adecuada para ensamblajes de densidad baja a media en la producción de lotes pequeños a medianos. El método más utilizado es la impresión con plantilla, que utiliza láminas de latón o acero inoxidable con patrones grabados para aplicar la pasta de soldadura a la placa de circuito impreso. Aquí nos centraremos en el método de uso cuando se utiliza la impresión con plantilla.
- Determine la cantidad inicial de pasta de soldadura que se aplicará a la plantilla en función del tamaño de la placa y del número de juntas de soldadura. Por lo general, comience con 200-300 g de pasta de soldadura (asegurándose de que se pueda extender) y añada un poco más después de imprimir durante un rato.
- La temperatura ideal para la impresión de pasta de soldadura es de 25 ± 3 °C, con una humedad relativa del 60 %. Las temperaturas más altas pueden hacer que la pasta de soldadura absorba humedad y provoque la formación de bolas de soldadura durante la reflujo.
- Si la pasta de soldadura permanece en la plantilla durante más de 30 minutos sin utilizarse, debe removerse con la función de mezcla de una impresora serigráfica antes de su aplicación.
- La clave para aplicar la pasta de soldadura sobre la PCB es garantizar una colocación precisa sobre las almohadillas de soldadura de los componentes. Si la aplicación es imprecisa, se debe limpiar la pasta de soldadura y volver a aplicarla (no utilice alcohol para limpiar la pasta de soldadura sin limpieza).
Reciclaje:
Si transcurre un intervalo prolongado entre usos, la pasta de soldadura debe devolverse al envase y sellarse herméticamente hasta que se vuelva a utilizar. En principio, la pasta de soldadura debe utilizarse en el mismo día tras su apertura. La pasta de soldadura raspada de la plantilla también debe sellarse y refrigerarse.
Otras consideraciones:
Otras pastas de soldadura impresas de la placa de circuito para instalar componentes a tiempo, más que el tiempo, deben limpiarse después de volver a imprimir. Termine de montar la placa de circuito lo antes posible, en un plazo de 4 horas, para completar la soldadura por reflujo. Vuelva a soldar la placa de circuito por reflujo, es necesario limpiarla el mismo día, para evitar que los residuos de pasta de soldadura produzcan corrosión en el circuito.
¿Cómo elegir la pasta de soldadura?
Elección de la actividad del fundente
El fundente es uno de los componentes principales de la pasta de soldadura. La pasta de soldadura puede utilizar tres tipos diferentes de fundente: fundente R (fundente de colofonia), fundente RMA (fundente de colofonia moderadamente activado) y fundente RA (fundente de colofonia totalmente activado). Los activadores de los fundentes de colofonia moderadamente activados y totalmente activados ayudan a eliminar las capas de óxido y otros contaminantes de la superficie metálica, lo que facilita la humectación de la soldadura en las almohadillas montadas en superficie y los conductores o pines de los componentes. La elección de la actividad del fundente depende de la limpieza de la placa de circuito impreso montada en superficie y de la frescura de los componentes. Por lo general, se puede elegir una actividad media, con la opción de niveles de alta actividad o no activados si es necesario, o incluso niveles superactivados.
Selección de viscosidad
La viscosidad de la pasta de soldadura debe seleccionarse en función del método de aplicación, y la viscosidad de la pasta de soldadura depende de las características del proceso de aplicación (como el tamaño de la malla de la pantalla, la velocidad de la rasqueta, etc.). Para la serigrafía, el rango de viscosidad típico es de 100-300 Pa. Para la impresión con plantilla, se debe elegir una viscosidad más alta, que oscila entre 200 y 600 Pa. Para aplicaciones de dispensación, la viscosidad debe ser de alrededor de 100-200 Pa.
Selección del contenido metálico
El contenido metálico de la pasta de soldadura determina el tamaño de las juntas soldadas. El tamaño de las juntas soldadas aumenta con el aumento del porcentaje de metal. Sin embargo, incluso un ligero cambio en el contenido metálico con una viscosidad determinada puede tener un impacto significativo en la calidad de las juntas soldadas. Por ejemplo, con el mismo espesor de pasta de soldadura, un cambio del 10 % en el contenido metálico puede hacer que la junta pase de ser excesiva a insuficiente. Por lo general, la pasta de soldadura utilizada para componentes de montaje superficial debe tener un contenido de metal del 88 % al 90 %.
Selección del tamaño de las partículas del polvo de soldadura
La forma de las partículas de polvo de soldadura determina el contenido de oxígeno y la capacidad de impresión de la pasta de soldadura. Las partículas de polvo esféricas son superiores a las elípticas, y las partículas esféricas más pequeñas tienen una menor capacidad de oxidación.