Was ist Lötflussmittel?
Das Lötflussmittel ist eine chemische Substanz, die den Lötprozess unterstützt und erleichtert, gleichzeitig eine schützende Wirkung hat und Oxidationsreaktionen verhindert.
Flussmittel wird häufig beim Hartlöten von Uhren, Präzisionsteilen, medizinischen Geräten, Edelstahlkunsthandwerk, Geschirr, Mobilfunkgeräten, digitalen Produkten, Klima- und Kühlgeräten, Brillen, Messern, Kfz-Kühlern und verschiedenen Leiterplatten und BGA-Lötkugeln verwendet.
Funktion von Flux
Entfernung von Oberflächenoxiden
Aufgrund des Sauerstoffs in der Atmosphäre sind verschiedene Substanzen tatsächlich von einer Oxidschicht umgeben, deren Dicke etwa 2 × 10-9 bis 2 × 10-8 m beträgt. Beim Schweißen verhindert die Oxidschicht zwangsläufig das Benetzen des Grundmaterials mit dem Lot, sodass das Schweißen nicht ordnungsgemäß durchgeführt werden kann. Daher muss die Oberfläche des Grundmaterials mit Flussmittel beschichtet werden, um das Oxid auf der Oberfläche des Grundmaterials zu entfernen und so den Zweck der Beseitigung der Oxidschicht zu erreichen.
Andererseits neigt die hohe Temperatur beim Schweißen dazu, die Oberfläche des geschweißten Materials zu oxidieren. Flussmittel hilft, den Oxidationsprozess zu stoppen.
Die Oberflächenspannung des Materials reduzieren
Die Oberflächenspannung des Materials beeinflusst die Schweißqualität. Eine weitere Aufgabe des Flussmittels besteht darin, die Spannung des Materials zu verringern. Die Oberflächenspannung des geschmolzenen Lötzinns verhindert dessen Diffusion an die Oberfläche des Grundmaterials, was den ordnungsgemäßen Benetzungsprozess beeinträchtigt. Wenn das Flussmittel die Oberfläche des geschmolzenen Lötzinns bedeckt, kann die Oberflächenspannung des flüssigen Lötzinns verringert werden, wodurch die Benetzungsleistung deutlich verbessert wird.
Schützen Sie das Grundmaterial beim Schweißen
Das gelötete Material hat während des Schweißvorgangs die ursprüngliche Oberflächenschutzschicht zerstört. Ein gutes Flussmittel nach dem Schweißen kehrt schnell zu seiner Funktion als Schutz des Lötmaterials zurück. Darüber hinaus kann es auch die Wärmeübertragung von der Lötspitze zum Lot und zur Oberfläche des Lots beschleunigen. Das richtige Flussmittel kann auch die Lötstelle verschönern.
Merkmale von Flux
Flussmittel ist ein unverzichtbares Hilfsmittel beim SMT-Lötprozess. Beim Wellenlöten werden Flussmittel und Lot separat verwendet, während beim Reflow-Löten das Flussmittel als wichtiger Bestandteil der Lötpaste zum Einsatz kommt. Die Qualität des Lötvorgangs hängt nicht nur von der Qualität des Schweißprozesses, der Komponenten und der Leiterplatten ab, sondern auch von der Wahl des Flussmittels. Ein gutes Flussmittel sollte folgende Eigenschaften aufweisen:
- Niedrigerer Schmelzpunkt als das Lot: Bevor das Lot schmilzt, sollte das Flussmittel zuerst schmelzen, damit es seine volle Wirkung entfalten kann.
- Schnellere Infiltration und Diffusion als das geschmolzene Lot, erfordert in der Regel eine Ausdehnung von etwa 90 % oder mehr als 90 %.
- Geringere Viskosität und spezifisches Gewicht als das Lot. Eine hohe Viskosität erschwert die Infiltration und Diffusion, ein großes Verhältnis kann die Oberfläche des Lotes nicht bedecken.
- Beim Schweißen entstehen keine Schweißperlen und es werden keine giftigen Gase und stark reizenden Gerüche freigesetzt.
- Nach dem Schweißen lassen sich Rückstände leicht entfernen, und es treten keine Korrosion, hygroskopischen oder leitenden Eigenschaften auf.
- Nicht klebend, klebt nach dem Schweißen nicht an den Händen, Schweißverbindungen lassen sich nicht leicht abziehen.
- Stabile Lagerung bei Raumtemperatur.
Flux-Typen
Es gibt vier Haupttypen von Flussmitteln: Kolophonium (RO), Harz (RE), organisch (OR) und anorganisch (IN). Jeder Flussmitteltyp ist in drei Aktivitätsstufen unterteilt (niedrig, mittel und hoch). Die Stufen L, M und H sind wiederum in zwei Kategorien unterteilt: halogenidhaltig oder halogenidfrei.
Kolophonium-Flussmittel

Kolophonium-Flussmittel, auch bekannt als Kolophonium-Lötflussmittel oder Lötkolophonium. Es hilft dabei, Oxide und andere Verunreinigungen von der Oberfläche zu entfernen, wodurch ein besserer Fluss des Lötzinns und stärkere Lötstellen ermöglicht werden. Kolophonium-Flussmittel wird häufig sowohl beim manuellen Löten als auch bei automatisierten Lötprozessen verwendet.
Kolophonium-Flussmittel ist in verschiedenen Formen erhältlich, darunter flüssig, als Paste und fest (Flussmittel-Lötdraht). Es wird häufig mit einem Lötkolben, einer Lötpistole oder einem Flussmittelstift aufgetragen. Die nach dem Löten zurückbleibenden Flussmittelrückstände sollten entfernt werden, um mögliche langfristige Korrosions- oder elektrische Probleme zu vermeiden.
Harzflussmittel
Der größte Anteil des Lötens in elektronischen Produkten wird in Harzflussmitteln verwendet. Da es nur in organischen Lösungsmitteln gelöst werden kann, wird es auch als organisches Lösungsmittel-Flussmittel bezeichnet, dessen Hauptbestandteil Kolophonium ist. Kolophonium ist im festen Zustand inaktiv, nur im flüssigen Zustand ist es aktiv, sein Schmelzpunkt von 127 °C kann bis zu 315 °C anhalten. Die optimale Temperatur für das Zinnlöten liegt bei 240 bis 250 °C, also im aktiven Temperaturbereich von Kolophonium, und seine Schweißrückstände verursachen keine Korrosionsprobleme. Aufgrund dieser Eigenschaften eignet sich Kolophonium als nicht korrosives Flussmittel und wird häufig beim Schweißen von elektronischen Geräten verwendet.
Organischer Fluss
Organische Flussmittel liegen zwischen anorganischen Flussmitteln und Harzflussmitteln, die ebenfalls zu den sauren, wasserlöslichen Flussmitteln gehören. Wasserlösliche Flussmittel, die organische Säuren auf Basis von Milchsäure und Zitronensäure enthalten, können als Lötrückstände für einen bestimmten Zeitraum ohne ernsthafte Korrosion auf dem Lot verbleiben und daher bei der Montage elektronischer Geräte verwendet werden. Sie werden jedoch in der Regel nicht in SMT-Lötpaste verwendet, da sie nicht die Viskosität von Kolophonium-Flussmitteln aufweisen (die eine wichtige Rolle bei der Verhinderung der Bewegung von SMD-Bauteilen spielen).
Anorganischer Flussmittel
Anorganische Flussmittel haben eine starke chemische Wirkung, eine sehr gute Flussleistung, aber auch eine starke korrosive Wirkung und gehören zu den sauren Flussmitteln. Da sie sich in Wasser auflösen, werden sie auch als wasserlösliche Flussmittel bezeichnet, zu denen zwei Arten gehören: anorganische Säuren und anorganische Salze.
Die Hauptbestandteile von Flussmitteln, die anorganische Säuren enthalten, sind Salzsäure, Flusssäure usw. Die Hauptbestandteile von Flussmitteln, die anorganische Salze enthalten, sind Zinkchlorid, Ammoniumchlorid usw. Sie müssen unmittelbar nach der Verwendung sehr gründlich gereinigt werden, da Halogenidrückstände auf den gelöteten Teilen zu schwerer Korrosion führen können. Dieses Flussmittel wird in der Regel nur zum Löten von nicht-elektronischen Produkten verwendet. In elektronischen Geräten ist die Verwendung solcher anorganischer Flussmittel strengstens verboten.
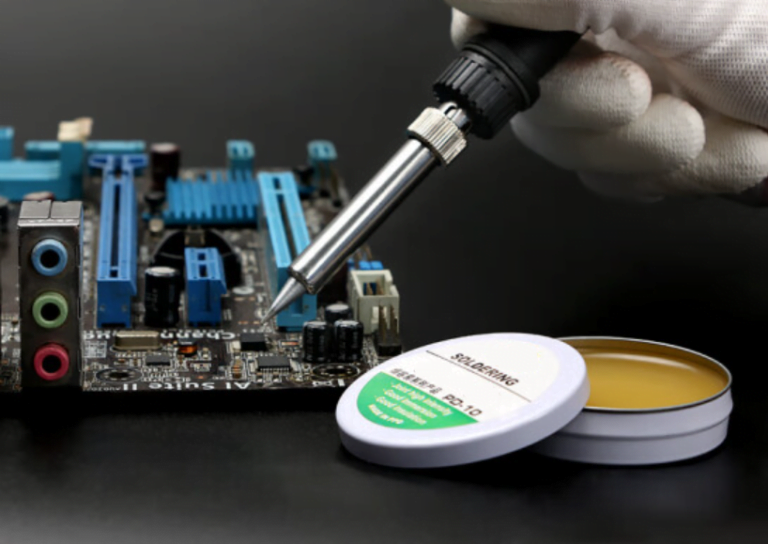
Wie verwendet man Lötflussmittel?
Wischen Sie zunächst die Lötstelle sauber, tragen Sie etwas Lötpaste auf, tragen Sie dann mit dem Lötkolben etwas Lot auf, drücken Sie den Draht oder Stift auf die Lötstelle, drücken Sie mit der Spitze des Lötkolbens vorsichtig auf die Lötstelle, damit genügend Zinn zur Lötstelle fließt, nehmen Sie den Lötkolben schnell weg, warten Sie, bis das Zinn abgekühlt und ausgehärtet ist, bevor Sie den Draht oder Stift loslassen.
Gebrauchsanweisung und Aufbewahrung:
- Die versiegelte Lagerzeit beträgt sechs Monate. Bitte frieren Sie das Produkt nicht ein. Die optimale Lagertemperatur liegt zwischen 18 °C und 25 °C, die optimale Lagerfeuchtigkeit zwischen 75 % und 85 %.
- Nach längerer Lagerung des Flussmittels sollte dessen spezifisches Gewicht vor der Verwendung gemessen und durch Zugabe von Verdünnungsmittel auf den Normalwert eingestellt werden.
- Die Menge der Flussmittelbeschichtung hängt von den Anforderungen des Produkts ab. Die empfohlene Flussmittelmenge für eine einzelne Platte beträgt 25–55 ml/min, die empfohlene Flussmittelmenge für eine doppelte Platte beträgt 35–65 ml/min.
- Vorheiztemperatur des Flussmittels, empfohlene Temperatur für die Unterseite einer Einzelplatine: 75–105 °C (empfohlene Temperatur für die Oberfläche einer Einzelplatine: 60–90 °C), empfohlene Temperatur für die Unterseite einer Doppelplatine: 85–120 °C (empfohlene Temperatur für die Oberfläche einer Doppelplatine: 70–95 °C).
- Lösungsmittel-Flussmittel ist ein brennbarer chemischer Stoff, der in einer gut belüfteten Umgebung und fern von Feuer verwendet werden sollte. Direkte Sonneneinstrahlung ist zu vermeiden.
- Bei der Verwendung von Flussmittel in verschlossenen Kanistern ist auf die Leistung des Wellenofens und die Eigenschaften des Produkts zu achten, um die Sprühmenge und den Sprühluftdruck angemessen anzupassen.
- Bei längerer Verwendung von Flussmittel sammelt sich am Boden des versiegelten Behälters eine geringe Menge an Sediment an, was zu einer Verstopfung des Sprühsystems des Wellenofens führen kann. Um dieses Problem zu vermeiden, wird empfohlen, das Sprühsystem wöchentlich zu reinigen und das Flussmittel mit Niederschlägen zu ersetzen.
Wie wählt man das Flussmittel aus?
Flussmittel mit geeignetem Schmelzpunkt
Um die Verwendung des Lötmaterials anzupassen, sollte der Schmelzpunkt des ausgewählten Flussmittels 10-30 °C unter dem Schmelzpunkt des Lötmaterials liegen. Ist der Schmelzpunkt des Flussmittels zu niedrig im Vergleich zum Schmelzpunkt des Lötmaterials, kann es leicht zu einem vorzeitigen Schmelzen kommen, was zu einem vorzeitigen Versagen der aktiven Bestandteile des Flussmittels führt.
Säurehaltiger oder alkalischer Flussmittel
Für den alkalischen Oxidfilm sollte das saure Flussmittel gewählt werden; für den sauren Oxidfilm sollte das alkalische Flussmittel gewählt werden.
Flüssige, pastöse oder pulverförmige Flussmittel
Je nach spezifischem Verfahren werden unterschiedliche Flussmittelformen ausgewählt, z. B. Flüssigflussmittel für das Wellenlöten, Pastenflussmittel für das Hochfrequenz- oder Mittelfrequenz-Induktionslöten, Pulverflussmittel oder Pastenflussmittel für das Flammlöten usw.
Aktiver Datenstrom
Aufgrund der unterschiedlichen Oberflächenoxidschichten der verschiedenen Substratmaterialien gibt es auch große Unterschiede bei der Wahl des Flussmitteltyps, insbesondere bei einigen schwer schweißbaren Metallen wie Magnesium-Aluminium-Legierungen, Edelstahl, Hartmetall usw. Um die Schweißleistung von Magnesium-Aluminium-Legierungen sicherzustellen, wird in der Regel ein aktiveres Flussmittel gewählt.