Что такое пайка волной припоя?
Волновой пайка — это процесс создания желаемой волнообразной лужицы припоя с помощью расплавленного припойного сплава (свинцово-оловянного) с помощью электрического или электромагнитного насоса. Волна припоя также может быть сформирована путем впрыска азота в лужицу припоя. В этом процессе печатная плата (PCB), предварительно загруженная компонентами, проходит через волну припоя, которая формирует определенную форму пика припоя на поверхности расплавленного припоя. Это позволяет печатной плате с компонентами, установленными под определенными углами и глубиной погружения, быть припаянной через волну припоя, создавая паяные соединения. Весь этот процесс известен как волновой пайка.
Как важный этап в процессе сборки двойных линейных корпусов (DIP), пайка волной в основном используется для пайки компонентов с сквозными отверстиями на печатных платах. Несмотря на тенденцию к миниатюризации и технологии поверхностного монтажа (SMT), в некоторых продуктах, таких как телевизоры, домашнее аудио-видео оборудование и цифровые приставки, по-прежнему используются компоненты со сквозными отверстиями на печатных платах смешанной технологии. Поэтому пайка волной по-прежнему используется в таких применениях.

История пайки волной припоя
В 1956 году британская компания Fry's Metal изобрела метод волновой пайки печатных плат (PCB). Это нововведение ознаменовало новую эру автоматизации производства, переведя сборку печатных плат от ручной точечной пайки с помощью паяльников к крупномасштабной высокоэффективной автоматизированной пайке. Это действительно революционизировало процесс пайки печатных плат, предоставив такие значительные преимущества, как уменьшение дефектов паяных соединений, повышение надежности электронных изделий, снижение производственных затрат, уменьшение трудоемкости для рабочих и повышение эффективности производства.
Инженерные проверки для Wave Soldering Guide: Process & Best Practices
Перед применением Wave Soldering Guide: Process & Best Practices в PCB, firmware, ремонте или валидации проверьте детали, которые обычно определяют надежность конструкции.
Checklist для проектирования и диагностики
| Область | Что проверить | Зачем это важно |
|---|---|---|
| Допущения | Проверьте единицы, пределы и PCB-контекст для wave soldering diagram | Неверные допущения меняют техническое решение |
| Проектирование | Проверьте питание, сигналы, footprint, тепловой режим и защиту | Надежность определяется реальной схемой |
| Проверка | Сравните datasheet, simulation и измерения на стенде | Измерения выявляют паразитные эффекты и ошибки сборки |
Эти проверки связывают поисковый запрос wave soldering diagram с практическими решениями по плате, выбором компонентов и анализом отказов.
Как работает пайка волной припоя?
Волновой пайка выполняется с помощью машины для волновой пайки, которая состоит в основном из конвейерной ленты, зоны нанесения паяльного флюса, зоны предварительного нагрева, паяльной ванны и других компонентов. Ниже приведена схема ее работы:

Конвейерная лента:
Конвейерная лента транспортирует печатную плату с установленными компонентами в машину для пайки волной при определенном угле наклона и скорости. Затем печатная плата проходит такие процессы, как нанесение флюса, предварительный нагрев, термокомпенсация, первая и вторая пайка волной и охлаждение.
Приложение Flux:
Зона нанесения флюса состоит из инфракрасных датчиков и распылительных форсунок. Роль инфракрасных датчиков заключается в контроле ширины печатной платы. Распылительные форсунки равномерно наносят тонкий слой флюса на открытые паяные площадки, сквозные отверстия и выводы компонентов печатной платы. Флюс создает защитную пленку на паяной поверхности печатной платы.
Предварительный нагрев:
В зоне предварительного нагрева области пайки печатной платы нагреваются до температуры смачивания. Одновременно повышение температуры компонентов предотвращает их чрезмерный тепловой удар при погружении в расплавленный припой. Температура поверхности печатной платы во время предварительного нагрева должна контролироваться в диапазоне от 75 до 110 °C, чтобы обеспечить правильное формирование паяных соединений.
Цель предварительного нагрева заключается в следующем:
- Обогащение флюса, уменьшение образования газов во время пайки.
- Разложение и активация канифоли и активаторов в флюсе, удаление оксидных пленок и других загрязнений с паяльных площадок, выводов компонентов и поверхностей контактов печатной платы, а также защита металлических поверхностей от повторного окисления при высоких температурах.
- Предотвращение повреждения печатной платы и компонентов в результате термического стресса, вызванного быстрым нагревом во время пайки.
Термическая компенсация:
На этапе термокомпенсации печатная плата подвергается термической регулировке для уменьшения воздействия тепла.
Первая волна (турбулентная волна):
Первая волна представляет собой узкую «турбулентную» волну, испускаемую из узкого сопла. Быстрый поток припоя обеспечивает хорошую проникающую способность в местах пайки с эффектом затенения от крепежных элементов. Кроме того, восходящая сила турбулентной волны помогает вытеснять газы из припоя, уменьшая образование перемычек и дефекты недостаточного вертикального заполнения. Однако турбулентная волна может привести к неравномерности паяных соединений и избытку припоя, что требует использования второй волны.
Вторая волна (плавная волна):
Вторая волна представляет собой «плавную» волну, характеризующуюся более медленным потоком припоя. Она эффективно удаляет излишки припоя с клемм, обеспечивает хорошее смачивание всех поверхностей пайки и устраняет острые края, заусенцы и припойные мостики, образовавшиеся в результате первой волны. На практике плавная волна похожа на традиционную волну, используемую для компонентов со сквозными отверстиями. Следовательно, при пайке традиционных компонентов на той же машине турбулентную волну можно отключить, и использовать только плавную волну.
Охлаждение:
Система охлаждения быстро снижает температуру печатной платы, что значительно улучшает предотвращение образования пустот и отслоения паяных площадок в процессах бессвинцовой пайки.
На протяжении всего процесса пайки использование азота для защиты на этапе предварительного нагрева и в зоне пайки эффективно предотвращает окисление голой меди и эвтектического припоя, значительно улучшая смачиваемость и текучесть и обеспечивая надежность паяных соединений.
Руководство по эксплуатации машины для пайки волной припоя
I. Подготовка к пайке волной припоя
- Включите питание и активируйте нагреватель паяльной ванны (обычно управляется таймером).
- Проверьте исправность таймера машины для пайки волной припоя.
- Убедитесь, что вентиляционная система машины для пайки волной припоя находится в хорошем состоянии.
- Проверьте индикатор температуры паяльной ванны: измерьте температуру на 10-15 мм ниже поверхности припоя с помощью стеклянного или контактного термометра. Разница температур должна быть в пределах ±5 °C.
- Проверьте исправность предварительного нагревателя и убедитесь, что температура установлена в соответствии с требованиями процесса. Включите переключатель предварительного нагревателя, следите за повышением температуры и убедитесь, что оно находится в пределах нормы.
- Проверьте работу резака для выводов: отрегулируйте высоту лезвия в зависимости от толщины печатной платы, стремясь к длине выводов компонентов 1,4-2,0 мм. Затяните держатель лезвия, визуально проверьте вращение лезвия после включения питания и убедитесь, что устройство безопасности работает.
- Проверьте подачу воздуха в контейнер для флюса: налейте флюс, отрегулируйте клапан подачи воздуха и проверьте, не пенится ли и не распыляется ли флюс после включения питания.
- Проверьте регулировку плотности флюса: проверьте уровень жидкости в резервуаре для флюса и измерьте плотность. Если плотность слишком высокая, добавьте разбавитель; если слишком низкая, добавьте флюс для регулировки (вспенивание).
- Как только температура припоя достигнет заданного значения, проверьте уровень припоя. Если он ниже 15 мм от верха припойного котла, незамедлительно добавьте припой.
- Удалите шлак с поверхности припоя и добавьте антиокислитель после очистки.
- Отрегулируйте угол наклона конвейера: установите ширину рельса в соответствии с шириной печатной платы, чтобы обеспечить надлежащее усилие зажима.
II. Запуск и производственная эксплуатация волной пайки
- Включите переключатель потока. Для вспенивания отрегулируйте толщину пены до половины регулировочной пластины; для распыления обеспечьте равномерное покрытие поверхности платы, не распыляя на сторону компонента.
- Отрегулируйте поток воздуха воздушного ножа, чтобы излишки флюса на плате стекали обратно в резервуар для пены, предотвращая их попадание на подогреватель и возгорание.
- Включите переключатель конвейера и отрегулируйте скорость до желаемого значения.
- Включите охлаждающий вентилятор.
III. Операции после пайки для пайки волной припоя
- Выключите выключатели подогревателя, паяльной ванны, флюса, конвейера, охлаждающего вентилятора и резака для свинца.
- Флюс в пенопластовом резервуаре следует заменять каждые две недели, а во время использования необходимо проводить регулярные измерения.
- После выключения очистите машину для пайки волной припоя и цепные захваты. Замочите и очистите распылительные форсунки растворителем.
IV. Методы управления в процессе пайки волной припоя
- Операторы должны оставаться на своих местах и регулярно проверять работу оборудования.
- Операторы должны проверять качество паяных соединений. В случае обнаружения каких-либо отклонений от нормы машина должна быть немедленно остановлена для проверки.
- Необходимо своевременно и точно вести учет исходных данных о работе и качестве паяных соединений.
- Готовые печатные платы должны быть отдельно помещены в специальные транспортные коробки, избегая контакта, давления и штабелирования.
V. Записи об операциях по пайке волной припоя
Оператор, выполняющий пайку волной припоя, должен каждые два часа регистрировать такие параметры процесса, как температура паяльной ванны, температура предварительного нагрева и плотность флюса. Кроме того, каждые час необходимо проводить выборочную проверку 10 печатных плат и регистрировать качество паяных соединений, обеспечивая наличие оригинальных записей для контроля качества процесса.
Преимущества пайки волной припоя
- Экономия труда и материалов: повышает эффективность производства и снижает производственные затраты.
- Снижение деформации платы: короткое время контакта печатной платы с высокотемпературным припоем сводит к минимуму деформацию платы.
- Устранение человеческого фактора: устраняет помехи и влияние на качество продукции, что приводит к улучшению качества и надежности паяных соединений.
- Повышенная активность припоя: машина для пайки волной припоя обеспечивает достаточное движение припоя, что приводит к улучшению качества паяных соединений.
- Улучшение рабочей среды: использование хорошей вытяжной системы улучшает физическое и психическое самочувствие оператора.
- Предотвращение окисления: поверхностный слой припоя образует защитный барьер от окисления, что снижает потери припоя, вызванные окислительными остатками.
- Постоянство: обеспечивает постоянное качество сборки продукта и стандартизированные процессы.
- Способность выполнять задачи, выходящие за рамки ручных возможностей.
Пайка волной припоя и пайка оплавлением
Процессы сварки играют важную роль в производстве электронных устройств, поскольку качество пайки напрямую влияет на производительность и срок службы продукта. Среди различных методов сварки, пайка оплавлением и пайка волной припоя являются двумя наиболее распространенными технологиями, каждая из которых имеет свои особенности и области применения.
Волновой пайка:
Волновой пайка в основном используется для компонентов с сквозными отверстиями (THT). При этом методе печатная плата с компонентами проходит над расплавленной волной припоя, создавая паяные соединения между выводами компонентов и печатной платой.
Характеристики пайки волной припоя:
- Высокая эффективность: Подобно пайке оплавлением, пайка волной может обрабатывать все компоненты на печатной плате одновременно, обеспечивая высокую эффективность.
- Подходит для крупногабаритных и мощных компонентов: при пайке волной используется больше припоя, чем при пайке оплавлением, что обеспечивает более прочную механическую опору и электрические соединения, благодаря чему она подходит для крупногабаритных и мощных компонентов.
- Высокая степень автоматизации: волновая пайка, как и пайка оплавлением, может быть полностью автоматизирована, что сводит к минимуму влияние человеческого фактора на качество пайки.
Пайка переплавлением:
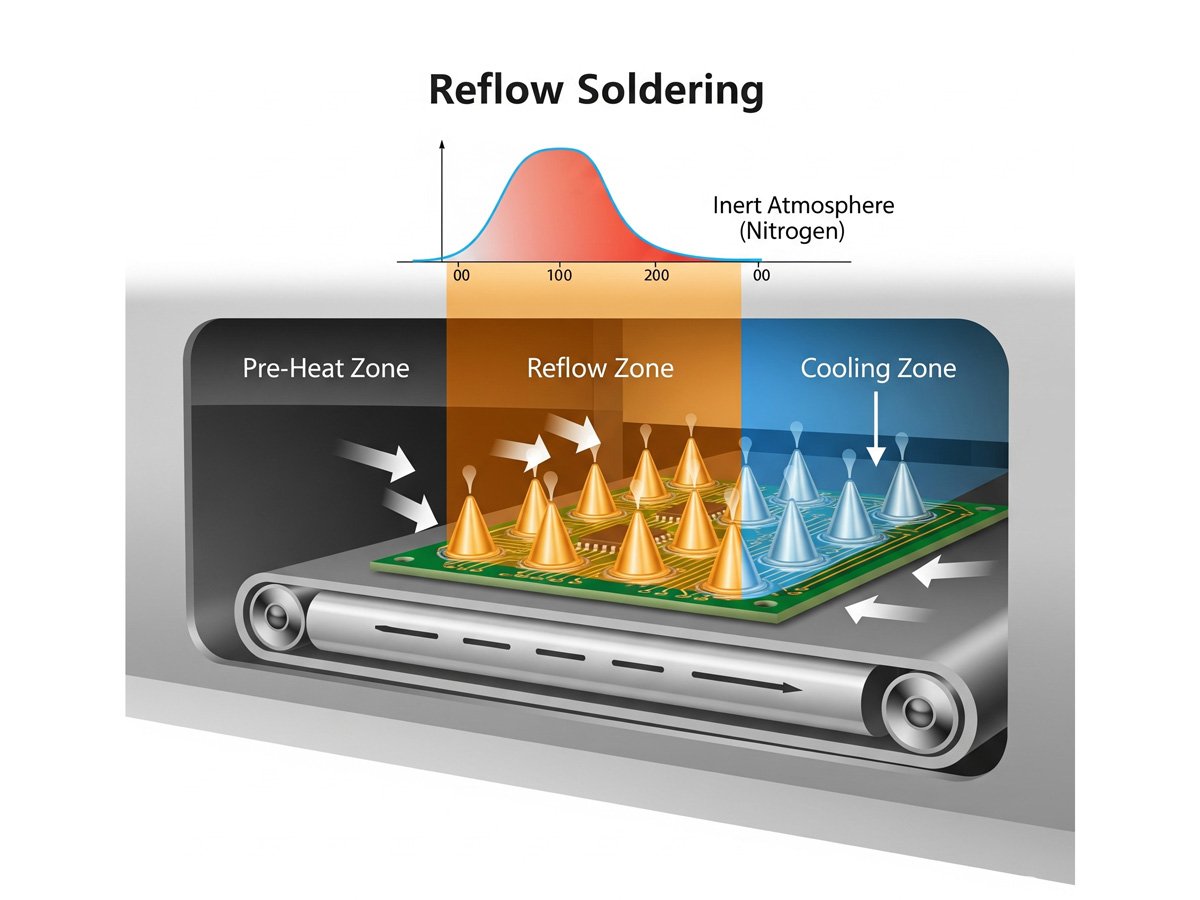
Пайка переплавлением в основном используется для компонентов поверхностного монтажа (SMT). При этом методе печатная плата (PCB) с паяльной пастой и компонентами нагревается в среде с контролируемой температурой. Паяльная паста плавится и затвердевает, завершая процесс пайки.
Характеристики пайки оплавлением:
- Высокая эффективность: пайка оплавлением позволяет обрабатывать все компоненты на печатной плате одновременно, что значительно повышает эффективность производства.
- Высокое качество: поскольку процесс пайки происходит в строго контролируемой температурной среде, паяные соединения, как правило, имеют высокое качество, что обеспечивает надежность и хорошее формирование соединений.
- Подходит для компонентов высокой плотности и небольших размеров: пайка переплавлением идеально подходит для пайки компонентов высокой плотности и небольших размеров, включая BGA и QFP, поскольку не предполагает прямого контакта с компонентами.
- Высокая степень автоматизации: пайка переплавлением часто полностью автоматизирована, что снижает вероятность человеческих ошибок и повышает эффективность производства.
Выбор между пайкой волной припоя и пайкой оплавлением
При выборе метода пайки обычно учитываются следующие факторы:
- Тип компонента: для компонентов поверхностного монтажа (SMT) предпочтительна пайка оплавлением, а для компонентов с сквозными отверстиями (THT) обычно используется пайка волной припоя.
- Плотность и размер компонентов: пайка переплавлением более подходит для компонентов с высокой плотностью и небольшого размера, а пайка волной припоя — для компонентов большого размера и высокой мощности.
- Эффективность производства: как пайка переплавлением, так и пайка волной обеспечивают высокую эффективность при полной автоматизации.
- Требования к качеству: если требуется строгое качество пайки, рекомендуется пайка оплавлением в строго контролируемой температурной среде.
Таким образом, пайка переплавлением и пайка волной припоя имеют свои преимущества. Выбор между ними зависит от конкретных требований к продукту и условий производства. Промышленность по производству электроники постоянно развивается, и с появлением новых технологий и оборудования для пайки непрерывное обучение и адаптация становятся необходимыми для удовлетворения растущих потребностей производства.
Волновой пайка против селективной пайки
Селективная пайка волной припоя, также известная как селективная пайка, отличается от традиционной пайки волной припоя. При традиционной пайке волной припоя вся поверхность печатной платы покрывается флюсом, и во время пайки поверхность печатной платы полностью погружается в расплавленный припой. Однако селективная волновой пайка отличается. Она позволяет устанавливать параметры пайки для каждого отдельного паяного соединения на печатной плате, такие как положение распыления флюса, время пайки и высота волны. Это означает, что селективная волновой пайка может наносить флюс только на точки пайки, избегая ненужного нанесения флюса и обеспечивая контакт только области пайки с припоем.
Преимущества селективной пайки волной припоя включают:
- Снижение расхода флюса: благодаря избирательному нанесению флюса только на точки пайки расход флюса сводится к минимуму. Это не только снижает затраты, но и уменьшает образование остатков флюса.
- Снижение потребления припоя: поскольку только область пайки вступает в контакт с припоем, селективная волна пайки снижает потребление припоя.
- Уменьшение количества припойных шлаков: благодаря селективной пайке волной количество припойных шлаков сводится к минимуму за счет сфокусированного процесса пайки.
- Компактный размер и универсальность: машины для селективной пайки волной припоя компактны и оснащены встроенным рабочим столом, что позволяет им адаптироваться к различным формам печатных плат. Это устраняет необходимость в нескольких приспособлениях и экономит место для оборудования.
Однако у селективной пайки волной есть и некоторые недостатки:
- Более высокая стоимость: оборудование для селективной пайки волной, как правило, дороже традиционных машин для пайки волной из-за его передовых технологий и возможностей.
- Более низкая эффективность: поскольку каждое паяное соединение требует специального программирования и контроля, эффективность селективной пайки волной припоя относительно ниже по сравнению с традиционной пайкой волной припоя.
В целом, селективная пайка волной припоя предлагает ряд преимуществ, таких как снижение расхода флюса, меньший расход припоя и компактный размер. Однако она имеет более высокую стоимость и более низкую эффективность по сравнению с традиционной пайкой волной припоя из-за своей специализированной природы и передовой технологии.
Тенденции развития пайки волной припоя
С широким распространением технологии поверхностного монтажа (SMT), заменившей компоненты с сквозными отверстиями, волна пайки была в значительной степени вытеснена пайкой оплавлением во многих крупномасштабных электронных приложениях. Однако по-прежнему существует значительный спрос на волну пайки в определенных областях, где SMT не подходит, таких как устройства большой мощности, разъемы с большим количеством контактов или в отраслях, где преобладает простая технология сквозных отверстий.
Несмотря на растущее применение других методов пайки, таких как селективная пайка, пайка волной припоя по-прежнему сохраняет свои уникальные преимущества, которые делают ее жизнеспособным выбором для сборки печатных плат.